Challenge: Eliminate any potential ignition sources
Operating large motors safely within explosive atmospheres like Zone 1 involves overcoming complex safety regulations designed to eliminate any potential ignition sources. Our customer needed a motor capable of delivering continuous, high power within an environment containing combustible gas mixtures. Even minor gas ingress inside the motor could cause catastrophic failure. The challenge was to provide not only sufficient power and effective cooling but also strict compliance with explosion protection requirements. This meant implementing an overpressure encapsulation (Ex p) system conforming to ATEX Category 2G, with a motor design that could be fully certified and reliably installed directly within the refinery’s demanding operational conditions.
Solution: Overpressure-encapsulated motor with in-house manufactured and certified terminal boxes
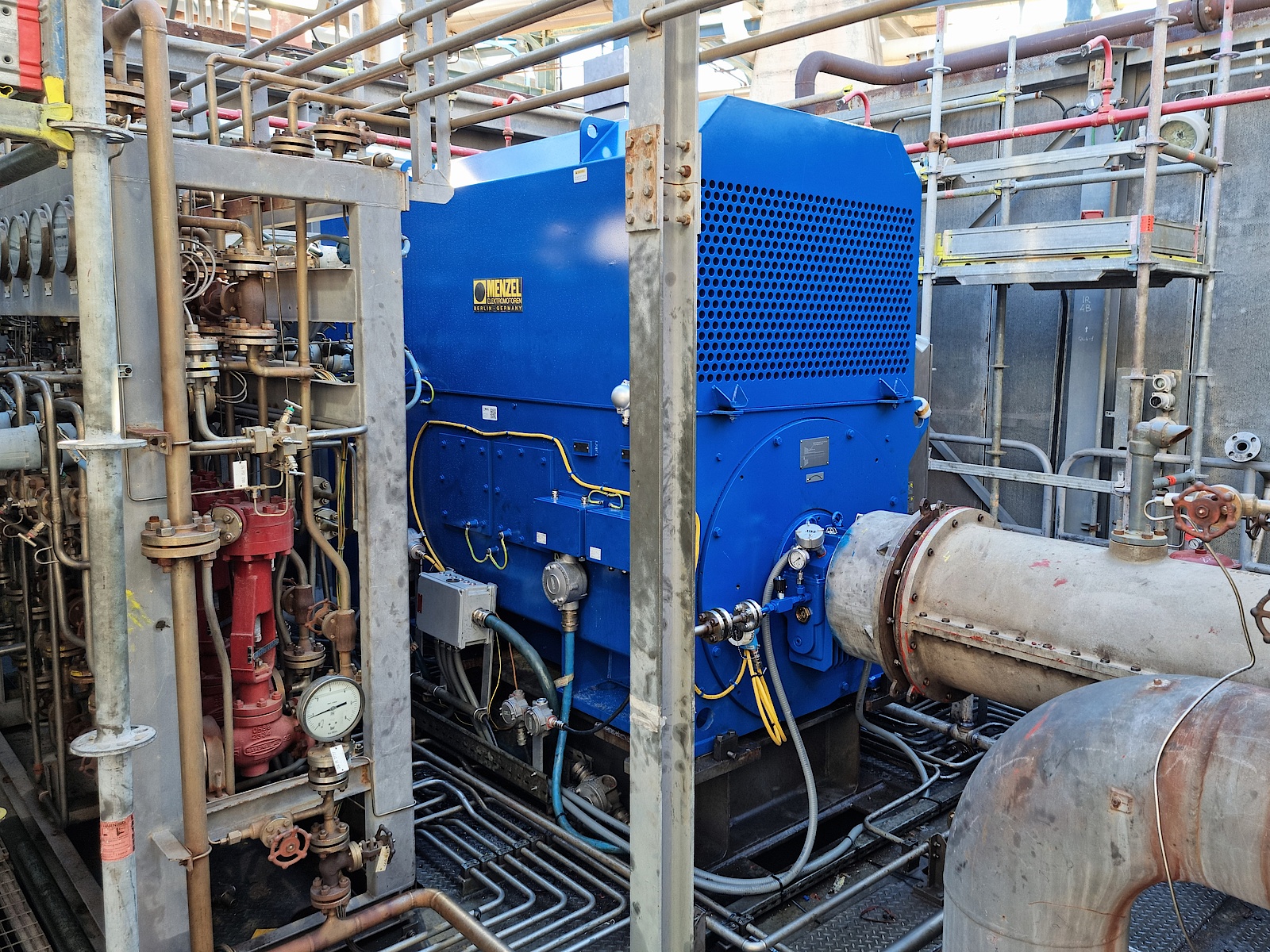
MENZEL developed a custom overpressure-encapsulated squirrel cage motor delivering 1,635 kW at 6,000 V, engineered explicitly for compressor drives in hazardous areas. Featuring robust IP 55 protection and efficient IC 611 cooling, the motor design leverages a TÜV Nord-certified construction principle. This ensures that the internal air flushing system reliably prevents any gas accumulation within the motor housing, effectively eliminating all potential ignition sources inside the unit. To simplify installation and guarantee compliance, MENZEL incorporated a specially certified terminal box for explosion protection, designed and manufactured in-house to streamline your supply chain. Each motor undergoes exhaustive TÜV testing, including full-load operation in MENZEL’s dedicated test field in Berlin, providing you with verified performance and safety before installation. Through this solution, our customer benefits from a high-performance motor that not only meets but exceeds safety and operational expectations while offering flexible, reliable, and rapid delivery.
Technical Data
Our Expertise: Your Advantage


This project highlights how MENZEL’s technical precision and certification know-how translate into direct benefits for your operations. Our expansive test facility guarantees that your motor meets the highest operational standards prior to delivery, assuring superior performance and safety in explosive environments. Moreover, the motor’s modular design and availability of retrofit kits empower you to implement rapid installations and limit downtime.
Do you face similar operational challenges in hazardous areas or require explosion-proof motors precisely matched to your application?


